Digital transformation has accelerated the transition to the Smart Factory. It is revolutionizing the manufacturing industry, and, operational technologies (OT) and information technology (IT) are coming closer together. Here is more proof: the exceptional growth of data-driven sensors and the increase in the use of mobile devices in plant operations. Industry believes in the Internet of Things, it invested $183 billion last year. Countries are not to be outdone, France has listed connected objects as one of the 34 priorities of its industrial policy.
By Frédéric Aguilar, Technical Director, Extreme Networks
Among the promises made by IoT for manufacturers are the continuous monitoring of tools, stocks and WiP (Wireless Intrusion Protection) throughout the manufacturing process without human intervention. The approach is convincing by the cost control it promises. In addition, new technologies make it possible to locate any connected device or tool within the plant. Finally, a connected object could be added, removed and moved from the production site anywhere without interrupting the manufacturing process. On the other hand, such developments entail certain increasingly strict constraints in terms of data security, intellectual property, compliance and asset tracking.
The prospects in the industry are tremendous, but what are the performance issues related to the connected plant?
It is obvious that to support the Smart Factory, Wi-Fi radio frequency signals must cover the physical installations to connect all IoT devices and sensors. In terms of efficiency, the production line must operate 24 hours a day. Faced with the growing risk of cyber threats to industrial systems, it is essential for its players to protect themselves against events that could affect the performance of the computer network, such as security breaches, unwanted devices or defective equipment. The French industry took the measure of such a danger quite brutally last year with WannaCry. The attack paralyzed many production sites, including those of the car manufacturer Renault, which was forced to close its plants for two days. It is easy to imagine the financial impact suffered.
The network of an intelligent plant must provide an adaptable topology to allow the reconfiguration of production lines on the fly, without stopping for maintenance, in the event of an incident. It is also important that management teams have clear visibility of all network devices and application traffic. They are thus assured of detecting any malicious device that connects to the network, any attempt at intrusion, any IoT malfunction on the production line. Any incident is immediately reported and isolated, preventing any possibility of dismantling the network.
Device authentication based on network policy, rather than long and complex authorization tables for thousands of devices and users, ensures better performance in terms of productivity and security. Automatic provisioning eliminates the risk of human error when new tools or devices are added to the network.
To provide the reliability required by the intelligent plant, network structures integrate resilience and redundancy. If a network node fails as a result of a mechanical accident, the topology automatically redirects itself within 200 ms. Thanks to this high level of security, policy-based network access control and hyper-segmentation, the Smart Factory can be connected to the same network as traditional companies, allowing IT and operational technologies (OT) to be integrated.
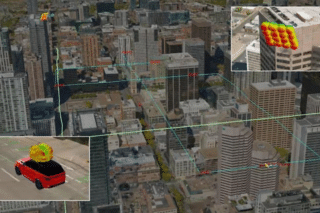
Faced with the multiplicity of connected devices, the demand for network localization services, such as Wi-Fi access points and BLE (Bluetooth Low Energy) beacons, is growing today. These services allow you to track and display the location of all devices and employees within the plant. Multiple communication standards, complicated by dynamically changing production areas, create a challenge to maintain a high-quality radio frequency connection between devices and access points. To meet this challenge, Artificial Intelligence and machine learning are now emerging as technologies necessary to optimize Wi-Fi signals without human intervention.